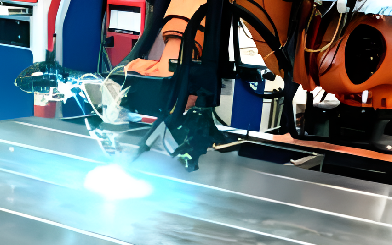
變極性等離子弧焊即不對稱方波交流等離子弧焊�����,是一種針對鋁及其合金開發(fā)的新型高效焊接工藝方法����。它綜合了變極性 TIG焊和等離子弧焊的優(yōu)點(diǎn)。一方面�,它的特征參數(shù),電流頻率���、電流幅值及正負(fù)半波導(dǎo)通時間比例可根據(jù)工藝要求獨(dú)立調(diào)節(jié)�,合理分配電弧熱量����,在滿足焊件熔化和自動去除焊件表面氧化膜的同時最大限度地降低鎢極燒損;另一方面,可有效地利用等離子束流所具有的高能量密度����、高射流速度、強(qiáng)電弧力的特性����,在焊接過程中形成穿孔熔池,實(shí)現(xiàn)鋁合金中厚板單面焊雙面成形����。
變極性等離子弧焊接技術(shù)主要用于各種鋁合金的焊接��,其單道焊接鋁合金厚度可達(dá)25.4mm���。變極性等離子弧焊的工藝特點(diǎn)是在焊接過程中�,正極性電流幅值��、反極性電流幅值��、一個周波內(nèi)正反極性電流持續(xù)時間的比例可以分別獨(dú)立調(diào)節(jié)����,這既有利于焊縫熔透,又有利于清理鋁合金氧化膜。 變極性等離子弧焊在鋁合金的焊接中采用小孔型向上立焊工藝�,既有利于焊縫的正面成形,又有利于熔池中氫的逸出�,減少鋁合金的氣孔缺陷,因此被稱為“零缺陷焊接”方法��。
等離子弧焊工藝方法主要有兩種���,熔入法和小孔法�����。當(dāng)焊件較薄時��,往往采用熔入法進(jìn)行施焊���;當(dāng)焊件較厚時,常采用小孔法進(jìn)行焊接����。
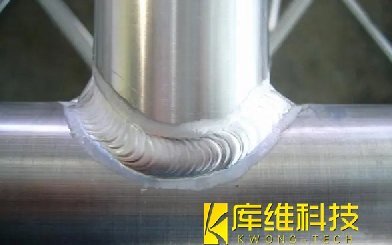
采用小孔法進(jìn)行焊接時,等離子弧將焊件完全熔透�����,并在等離子流力的作用下形成一個穿透焊件的小孔,熔化金屬被排擠在小孔周圍�、隨著等離子弧在焊接方向上的移動,熔化金屬沿著電弧周圍的熔池壁向熔池后方移動���,并在正反面結(jié)晶成形����,實(shí)現(xiàn)了單面焊雙面成形�。
在鋁合金焊接中,小孔型等離子弧焊是一種最理想的鋁合金焊接方法�����。小孔型等離子弧焊焊接方法在工藝上具有許多突出的特點(diǎn):
1��、焊縫內(nèi)部缺陷少����,如氣孔�����、夾渣等��。
2、可焊厚度范圍寬��。
3��、焊后焊件小���。
4��、焊縫力學(xué)性能有所提高�。
5���、效率高��、成本低���。
在鋁合金焊接中,變極性等離子弧焊焊接工藝存在的不足:
1�����、焊接可變參數(shù)多�����,規(guī)范區(qū)間窄;
2����、采用立向上立焊工藝,只能自動焊接��;
3�����、焊槍對焊縫質(zhì)量影響較大��,噴嘴壽命短�����。